Industrial valves play a crucial role in controlling the flow of liquids, gases, and other materials across various industries, including oil and gas, water treatment, chemical processing, and power generation. Among the wide range of valves used in industrial applications, ball valves, butterfly valves, knife edge gate valves, and globe valves are some of the most common types. Each valve has unique features, applications, and advantages that make it suitable for specific industrial requirements.
Ball Valves: Design, Function, and Applications
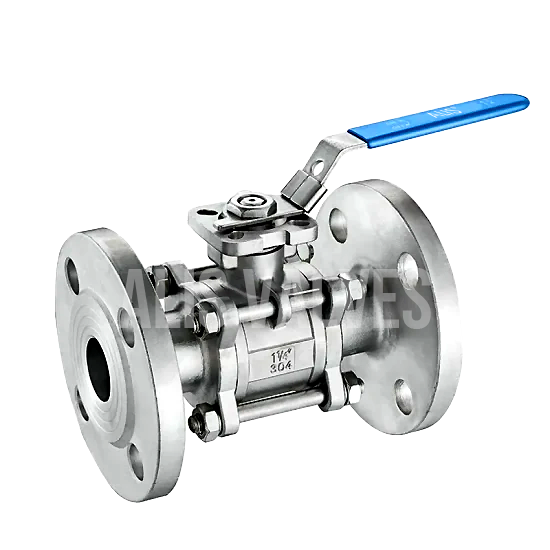
Ball valves are one of the most widely used types of industrial valves. They are known for their durability, reliability, and ability to provide tight sealing. A ball valve uses a spherical disc with a hole through its center to control fluid flow. When the valve handle is turned, the ball rotates to either allow or block the flow.
-
Advantages: Ball valves offer quick shut-off, minimal leakage, and easy maintenance.
-
Applications: These valves are commonly used in oil and gas, water treatment plants, and chemical industries.
-
Key Features: Available in two-way and three-way designs, ball valves are suitable for both on/off and throttling applications.
Butterfly Valves: Design, Function, and Applications
Butterfly valves are lightweight, compact, and cost-effective, making them ideal for large pipe diameters. These valves use a rotating disc to control flow and can be operated manually, electrically, or pneumatically.
-
Advantages: Easy to install, quick to operate, and require less space.
-
Applications: Commonly found in water distribution systems, HVAC systems, and chemical plants.
-
Key Features: Butterfly valves are known for their ability to handle both liquid and gas flow with minimal pressure drop.
Knife Edge Gate Valves: Design, Function, and Applications
Knife edge gate valves are designed for handling thick fluids, slurries, and viscous materials. The sharp edge of the gate helps cut through the media, ensuring smooth operation.
-
Advantages: Suitable for high-pressure environments and abrasive materials.
-
Applications: These valves are commonly used in wastewater treatment, mining, and pulp and paper industries.
-
Key Features: Knife edge gate valves are excellent for on/off control in challenging environments.
Globe Valves: Design, Function, and Applications
Globe valves are designed to regulate fluid flow in a pipeline. They have a spherical body and use a movable disc to control the flow.
-
Advantages: Precise flow control, durability, and ability to handle high-pressure environments.
-
Applications: Common in power plants, chemical processing units, and water distribution systems.
-
Key Features: Globe valves are ideal for applications requiring accurate flow control.
Comparison of Ball, Butterfly, Knife Edge Gate, and Globe Valves
Each type of valve serves a specific purpose and excels in different industrial applications:
-
Ball Valves: Best for quick shut-off and tight sealing.
-
Butterfly Valves: Ideal for large flow control applications.
-
Knife Edge Gate Valves: Effective for slurries and viscous materials.
-
Globe Valves: Suitable for precise flow regulation.
Understanding the differences helps industries select the most appropriate valve type based on their operational requirements.
The Role of Technology in Valve Manufacturing
The manufacturing of industrial valves has evolved significantly with advancements in technology. Automation, digital monitoring, and IoT integration have enhanced valve performance, reliability, and efficiency. Smart valves equipped with sensors and real-time monitoring systems are becoming increasingly popular in industries requiring precise control.
Sustainability in Valve Manufacturing
Sustainability has become a major focus in the industrial valve sector. Manufacturers are adopting eco-friendly practices, reducing energy consumption, and minimizing waste during production. Sustainable valve designs are also being developed to meet strict environmental regulations.
Challenges in Valve Manufacturing
Despite the growth opportunities, valve manufacturers face challenges such as:
-
Maintaining compliance with international quality standards.
-
Balancing cost-effectiveness with high-quality production.
-
Addressing supply chain disruptions and raw material price volatility.
-
Adopting advanced manufacturing technologies.
Future Trends in Industrial Valve Manufacturing
The future of industrial valves looks promising with the adoption of smart valve technologies, improved materials, and enhanced automation. Industries are increasingly demanding valves that are more efficient, reliable, and capable of functioning under extreme conditions.
Conclusion
Ball valves, butterfly valves, knife edge gate valves, and globe valves are integral to the efficient operation of industrial systems worldwide. Each type has unique features that cater to specific needs across various industries. With technological advancements, sustainable practices, and a focus on quality, the industrial valve manufacturing sector in India is set to witness significant growth. Manufacturers must continue to innovate, address challenges, and maintain global standards to remain competitive in the international market.